


ماشین آلات حکاکی و برش لیزر بر پایه ی لیزر فوکوس نقطه ای و حرکت دقیق دو محور X و Y کار می کنند. به این صورت که محور های X و Y بخش هد لیزر را در نقطه ای با مختصات از پیش تعیین شده نگه می دارند و لیزر با استفاده فرمان دریافتی در آن نقطه روشن می شود به این صورت با توجه به توان لیزر و درایور عملیات برش یا حکاکی انجام می گیرد.
آموزش ساخت CNC لیزر Alice
پیش نیاز ها و دانش فنی
- مکانیک و بخش متحرک مکانیکی
- الکترونیک و بخش کنترل الکترونیکی
- کامپیوتر و بخش نرم افزاری
سخت افزار و مونتاژ آن
- قطعات مورد نیاز
- رنگ آمیزی CNC لیزر Alice
- نصب قطعات الکترونیکی روی پنل جلویی و پشتی
- مونتاژ محور Y و فریم اصلی
- مونتاژ محور X
- نصب سینی لیزر و تکمیل ساخت
نرم افزار و استفاده از پرینتر
- نصب فریمور دستگاه
- کانفیگ فریمور دستگاه
- استفاده از حکاکی و برش لیزری Alice
پیش نیاز ها و دانش فنی
۱-مکانیک و بخش متحرک مکانیکی
برای ساخت دستگاه های حکاکی و برش لیزری درک کلی از کارکرد قطعات مکانیکی استفاده شده در این آموزش و نحوه ی کار آن ها الزامی است و جدای از این امر، برای ساخت این دستگاه شما نیاز به ابزار و دانستن نحوه ی استفاده از آن ها دارید. در این آموزش سعی می شود تا جای ممکنه به صورت واضح و ساده توضیح داده شود و جایی برای گمراهی و گیج کردن شما در نظر گرفته نشود. چنانچه توانایی های لازم در زمینه ی مکانیک را ندارید از شخصی با تجربه مشورت و راهنمایی بگیرید.
۲-الکترونیک و بخش کنترل الکترونیکی
برای ساخت این آموزش از برد آردوینو مگا به همراه درایور های A3967 استفاده می شود و با توجه به نیاز موتورهای استپر، منبع تغذیه و … اضافه خواهند شد. برای بهره گیری از این آموزش و ساختن این دستگاه آشنایی با نحوه ی عملکرد و نصب این قطعات الزامی است و جدای از این موارد. شما باید بتوانید از پس موارد سطحی الکترونیک مانند بستن سیم و … آشنایی داشته باشید. چنانچه توانایی های لازم در زمینه ی الکترونیک را ندارید از شخصی با تجربه مشورت و راهنمایی بگیرید.
۳-کامپیوتر و بخش نرم افزاری
در بخش نرم افزاری، کار با نرم افزار آردوینو اولین بخش از نرم افزار ماست. چنانچه در این زمینه آشنایی ندارید این آموزش را مطالعه نمایید. در ادامه نحوه ی استفاده از نرم افزار Inkscape نیز جزء الزامات است. از نرم افزار Inkscape برای تبدیل فایل ها و طرح ها به gcode مناسب برای دستگاه استفاده می کنیم. سپس خروجی Inkscape را روی رم میکرو SD قرار داده و دستگاه از روی حافظه کار را انجام خواهد داد.
سخت افزار و مونتاژ آن :
۱-قطعات مورد نیاز
توجه نمایید عمده قطعات مورد نیاز این آموزش و CNC لیزر، شامل قطعات مکانیکی و الکترونیکی می شوند. این قطعات توسط تولید کنندگان متعددی تولید و توسط فروشندگان متعددی فروخته می شوند. قیمت های ذکر شده در لیست زیر بهترین قیمت پیدا شده در بازه ی ساخت این CNC لیزر است و ممکن است طی گذر زمان تغییر کنند. در صورتی که محصولی توسط فروشگاه دیگر با قیمت مناسب تری ارائه می شود، از آن استفاده نمایید. همچنین امکان تغییر در قطعات و جایگذینی قطعه ای دیگر با توجه به دانش مکانیکی و الکترونیکی شما وجود دارد.(چه تغییر مثبت باشد چه تغییر منفی و دارای عملکرد ضعیف تر یا قوی تر)
| نام قطعه |
تعداد |
قیمت کل |
فروشنده آنلاین |
| فریم دستگاه |
۱ |
اتمام تولید |
– |
| قطعات پرینت شده |
۱ |
اتمام تولید |
– |
| پیچ متری شماره ۸ |
۴x۶۲cm |
۱۲,۰۰۰ |
|
| پروفیل آلومینیومی ۲۰۴۰ محور x |
۱x۴۵cm |
۷,۵۰۰ |
|
| شفت هارد شماره ۸ محور y |
۲x۵۹cm |
۲۹,۵۰۰ |
|
| بلبرینگ خطی LM8UU |
۴ |
۱۳,۶۰۰ |
|
| بلبرینگ ۶۰۸ |
۱ |
۲,۳۰۰ |
|
| گونیا ۹۰ درجه کابینتی فلزی |
۴ |
۲,۰۰۰ | – |
| تسمه GT2 |
۲ متر |
۱۳,۰۰۰ |
|
| پولی GT2-20 شفت ۵ میلی متری |
۲ عدد |
۱۱,۴۰۰ |
|
| برد آردوینو مگا ۲۵۶۰ |
۱ |
۳۵,۰۰۰ |
|
| برد Ramps 1.4 |
۱ |
۲۸,۵۰۰ |
|
| درایور DRV8825 |
۲ |
۱۵,۴۰۰ |
|
| موتور سایز Nema17 |
۲ |
۱۰۰,۰۰۰ |
|
| میکرو سوئیچ Endstop |
۴ |
۱,۰۰۰ |
|
| ماژول لیزر ۱٫۶ وات |
۱ |
۱۸۰,۰۰۰ |
|
| ست کامل خنک کننده لیزر |
۱ |
۵۲,۰۰۰ |
|
| ماژول کاهنده ۱۰ آمپر(جهت درایور لیزر) |
۱ |
۲۳,۰۰۰ |
|
| ماژول تغذیه ۵ ولت ۰٫۷ آمپر |
۱ |
۷,۰۰۰ |
|
| پاورسوئیچ ۱۲ ولت ۱۰ آمپر |
۱ |
۲۱,۵۰۰ |
لینک |
| ماژول کارت خوان SD |
۱ |
۳,۲۰۰ |
|
| نمایشگر OLED 1.3 اینچی رابط I2C |
۱ |
۲۶,۰۰۰ |
|
| روتاری اینکودر (سنسور چرخش) |
۱ |
۲,۵۰۰ |
|
| ولت متر آمپر متر پنلی |
۱ |
۱۵,۵۰۰ | لینک |
| جمع کل حدودی |
۶۰۰,۰۰۰ |
نکته ۱: قیمت های لیست مربوط به ۷ خرداد ۱۳۹۶ است.
نکته ۲: ممکن است قطعات دیگری نیز مورد مصرف باشند که در لیست نیامده باشند.
نکته ۳: این دستگاه از تولید خارج شده است و دیگر تولید نخواهد شد. تحت هیچ شرایطی از روش های ارتباطی برای خرید این دستگاه اقدام نکنید.
نکته ۴: در لیست بالا “فریم دستگاه” و “قطعات پرینت شده” طراحی و تولید انحصاری مجموعه هستند. فایل های این دو مورد به کسی ارائه نخواهد شد.
۲-رنگ آمیزی CNC لیزر Alice
در اولین گام یک پلاستیک یا پارچه بدرد نخور را زیر کار قرار دهید و دور تا دور نوشته ها را با چسب کاغذی بچسبانید. سپس با استفاده از یک رنگ نوشته ها را رنگ کنید. بهترین گزینه لاک ناخن است. این لاک ها به صورت یکنواخت پخش می شوند، در رنگ های مختلف موجود هستند، قیمت ارزانی دارند و بسیار سریع خشک می شوند. در تصویر زیر تنها یک بخش از این کار نمایش داده شده است. سایر بخش ها را نیز همانند همین بخش رنگ آمیزی کنید.

بعد از خشک شدن نوشته ها برچسب فریم را کاملا بکنید. در کندن برچسب ها دقت کنید.

۳-نصب قطعات الکترونیکی روی پنل جلویی و پشتی
در این مرحله از کار، برد آردوینو مگا ۲۵۶۰، منبع تغذیه ی صنعتی ۱۲ ولت ۲ آمپر، درایور لیزر، درایور های استپر ها و ماسفت نوع P کنترل کننده ی توان خروجی لیزر باید به صورت صحیح و محکم روی پنل پشتی دستگاه پیچ شوند. توجه نمایید در صورتی که پیچ ها را بیش از حد محکم کنید به برد ها آسیب خواهید رساند. مقدار قابل قبولی فشار به برد ها وارد کنید.
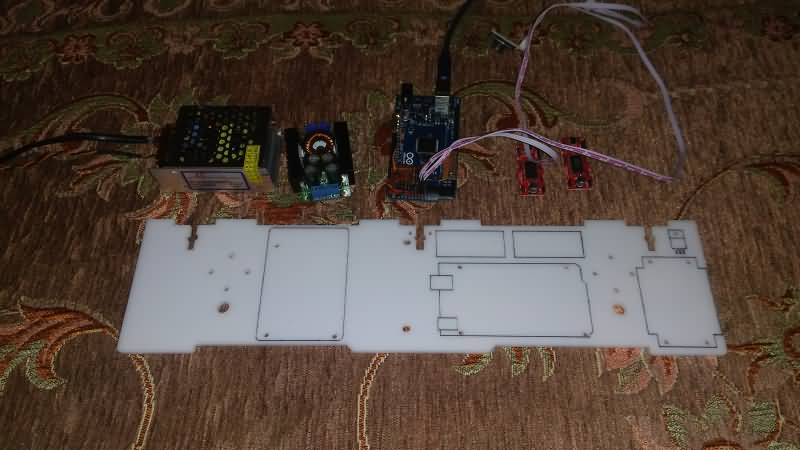

در قدم بعدی باید ولت متر آمپر متر پنلی، نمایشگر OLED، ماژول میکرو SD، انکودر و کلید فشاری ریست را روی پنل جلویی نصب کنید.


۴-مونتاژ محور Y و فریم اصلی
در این مرحله از کار باید پنل پشتی و جلویی را با استفاده از پیچ های متری شماره ۸ به همدیگر پیچ کنید.

در صورتی که ابعاد پیچ را دقیقا ۶۲ سانتی متر در نظر گرفته باشید، طبق تصویر زیر فاصله ی مناسب از لبه ی پیچ تا واشر باید ۱٫۵ سانتی متر باشد.

در صورتی که تمامی مراحل را درست رفته باشید فریم همانند تصویر زیر خواهد بود.

در مرحله ی بعدی باید قطعه ی حامل محور X را طبق تصویر زیر مونتاژ کنید.

ابتدا بلبرینگ های خطی را با استفاده از بست زیپی در جای خود محکم کنید.

سپس گونیا های دو طرف را در جای خود با پیچ های M4 پیچ کنید. توجه نمایید که در صورتی که بیش از حد فشار وارد کنید گونیا ها خواهند شکست.


در نهایت دو قطعه ی انتهایی دو طرف نگه دارنده ی محور X را نیز با استفاده از پیچ های M4 در جای خود پیچ کنید.

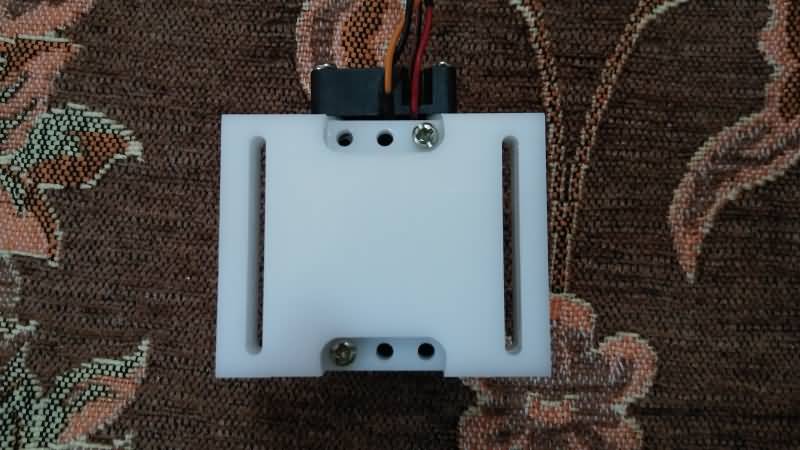
در مرحله ی بعد نگه دارنده ی تسمه ی محور Y را همانند تصویر مونتاژ کنید.


بعد از نصب نگه دارنده ی تسمه، دو شفت هارد کروم ۸ میلی متری را وارد بلبرینگ های خطی بخش حامل محور X کنید و در نهایت با استفاده از چهار قطعه نگه دارنده ی شفت ها و پیچ های M3 شفت ها را در دو سمت پنل های جلویی و عقبی در جای خود پیچ کنید.

۵-مونتاژ محور X
همانند تصویر زیر موتور و چهار چرخ روان حرکت کننده روی پروفیل ۲۰۴۰ باید روی قطعه مورد نظر نصب شوند و در نهایت چرخ ها از مرکز روغن کاری شوند.

محکم کردن پیچ های نگه دارنده ی چرخ ها الزامی است و در صورتی که این کار انجام نگیرد، حرکت لیزر یکنواخت نخواهد بود.

سپس با استفاده از چهار اسپیسر بخش جلویی و عقبی نگه دارنده ی لیز را به هم دیگر وصل کنید.


همانند تصویر زیر صفحه ی قابل تنظیم نگه دارنده ی لیزر را تنظیم و در جای خود نصب نمایید.


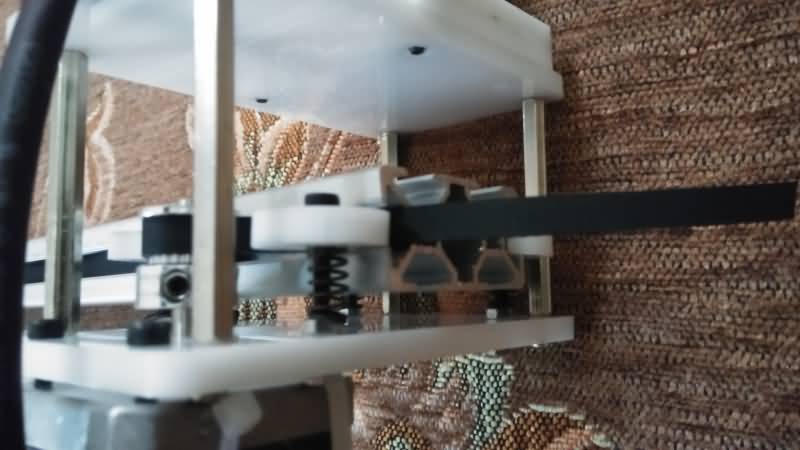
سپس قطعه ی تکمیل شده ی نگه دارنده ی لیزر را همانند تصاویر زیر روی پروفیل ۲۰۴۰ نصب نمایید.

با استفاده از مهره ی مخصوص و پیچ M4 تسمه را در یک سمت از پروفیل ثابت و محکم کنید. توجه کنید که تسمه از پروفیل بیرون نزند.

سپس با وارد کردن دو چرخ ابتدایی تسمه را از زیر چرخ و از بالای پولی رد کنید.

سپس مجددا با رد کردن تسمه از زیر چرخ بعدی، قطعه حامل لیزر را کامل جا بزنید.
در بخش بعد تسمه را در سمت دیگر پروفیل نیز با استفاده از پیچ M4 و مهره ی مخصوص در جای خود محکم کنید.

در نهایت نیز پروفیل را با استفاده از پیچ های M5 در جای خود نصب کنید.

۶- نصب سینی لیزر و تکمیل ساخت
در آخرین بخش از کار سینی لیزر را در جای خود جا بزنید و از دو طرف با استفاده از شش پیچ و مهره ی M5 محکم کنید.

در اینجا کار ساخت CNC لیزر Alice به پایان رسیده است و بعد از ریختن فریمور وتنظیم آن قابل بهره برداری است.

نرم افزار و استفاده از CNC لیزر
۱- نصب فریمور CNC لیزر
در گام اول با استفاده از این لینک آخرین فریمور باگ یابی شده ی مارلین را را دانلود و با استفاده از نرم افزار آردوینو آن را روی مگا بارگذاری نمایید. توجه داشته باشید در حال حاظر شما فریمور بدون تغییر و دیفالت را دانلود و بارگذاری کرده اید. با استفاده از راهنمای زیر گزینه های مربوط به خودتان را تنظیم و سپس فریمور شخصی سازی شده ی خودتان را بارگذاری نمایید. درصورتی که کار با نرم افزار آردوینو را بلد نیستید، این پست را مطالعه کنید.
۲-کانفیگ فریمور CNC لیزر
ممکن است به نظر بیاید که ما بجای استفاده از یک فریمور مخصوص لیزر از فریمور پرینتر سه بعدی استفاده می کنیم. بله درست است فریمور مارلین برای پرینتر های سه بعدی منتشر شده است ولی برای دستگاه های حکاکی و برش لیزر نیز قابل استفاده هستند.
#define BAUDRATE 250000
این گزینه مربوط به سرعت ارتباطی در بستر سریال است. در صورتی که از ماژول خاصی مثل بلوتوث و یا WiFi استفاده نمی کنید؛ این گزینه را در این مقدار نگه دارید.
#define MOTHERBOARD EFB
این گزینه مربوط به برد استفاده شده و تنظیم خروجی های D8 D9 D10 است که به ترتیب مربوط به بد، فن و هیتر اکسترودر هستند.
#define ENDSTOPPULLUPS
این گزینه برای غیر فعال سازی مقاومت های Pull-up مربوط به Endstop ها در نظر گفته شده است.
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
این گزینه ها برای فعال سازی یا غیر فعال سازی Endstop های بیشترین مقدار هر محور در نظر گرفته شده اند.
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
#define ENDSTOPPULLUP_ZMIN
این گزینه ها برای فعال سازی یا غیر فعال سازی Endstop های کمترین مقدار هر محور در نظر گرفته شده اند.
const bool X_MIN_ENDSTOP_INVERTING = false;
const bool Y_MIN_ENDSTOP_INVERTING = false;
const bool Z_MIN_ENDSTOP_INVERTING = false;
const bool X_MAX_ENDSTOP_INVERTING = false;
const bool Y_MAX_ENDSTOP_INVERTING = false;
const bool Z_MAX_ENDSTOP_INVERTING = false;
از این گزینه ها برای تایین نوع Endstop ها استفاده می شود. برای NO یا Normally Open از true و برای NC یا Normally Closed از false استفاده کنید.
#define INVERT_X_DIR true
#define INVERT_Y_DIR true
#define INVERT_Z_DIR true
#define INVERT_E0_DIR false
#define INVERT_E1_DIR false
#define INVERT_E2_DIR false
از این گزینه ها برای تنظیم جهت حرکت موتور های استپر هر محور و اکسترودر ها استفاده می شود. هرچند این عمل با جا به جا کردن سیم های دو فاز هر موتور نیز امکان پذیر است.
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR 1
از این گزینه ها برای جا به جا کردن مکان نقطه شروع استفاده می شود. مقادیر ۱ و -۱ قابل قبول هستند.
#define min_software_endstops true
#define max_software_endstops true
از این گزینه ها برای فعال سازی Endstop مقادیر کمترین و بیشترین مقدار نرم افزاری در محور ها استفاده می شود.
#define X_MAX_POS 350
#define X_MIN_POS 0
#define Y_MAX_POS 550
#define Y_MIN_POS 0
#define Z_MAX_POS 10
#define Z_MIN_POS 0
این گزینه ها مربوط به نقاط شروع و پایین هر محور هستند.
#define NUM_AXIS 4
این گزینه مربوط به تعداد محور های موجود است. دقت کنید علاوه بر محورهای xyz اکسترودر ها نیز محور حساب می شوند.
#define HOMING_FEEDRATE {50*60, 50*60, 4*60}
این گزینه مربوط به سرعت حرکت هر محور است.
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,200.0*8/3,760}
این گزینه مربوط به میزان استپ مورد نیاز برای حرکت هر محور به میزان یک میلی متر است. از فرمول های زیر برای محاسبه میزان استپ مورد نیاز برای حرکت به میزان یک میلی متر استفاده کنید.
برای محور های x و y :
میزان استپ مورد نیاز برای حرکت به میزان یک میلی متر = (میزان استپ موتور که برای موتور های ۰٫۹ درجه ۴۰۰ و برای موتور های ۱٫۸ درجه ۲۰۰ استپ است ضرب در میزان میکرو استپ های درایور) / (گام تسمه مورد استفاده که برای GT2 به میزان ۲ میلی متر است ضرب در تعداد دندانه های پولی)
در این مرحله تنظیم کردن فریمور به صورت ابتدایی تمام شده است و میتوانید آن را روی برد مگا خودتان بارگذاری کنید.
۳-استفاده از حکاکی و برش لیزری Alice
در این مرحله دستگاه حکاکی و برش لیزری Alice به صورت کامل تکمیل شده است و می توانید از آن بهره برداری کنید. آموزش استفاده از این پرینتر روی سایت اضافه خواهد شد. در ادامه نحوه ی استفاده از نرم افزار Inkscape و چگونگی خروجی گرفتن برای دستگاه حکاکی و برش لیزری Alice بر روی سایت اضافه خواهند شد.



 1268 دانشجو
1268 دانشجو  22 آموزش
22 آموزش  147 مقاله
147 مقاله  3263 دیدگاه
3263 دیدگاه 
{kind=link}